Introduction
Simulation is not just running software. It means translating analysis results into die casting mold solutions and process solutions.
Do you repeatedly face these issues in die casting production?
· Porosity and shrinkage cavities exposed after machining, leading to persistently high scrap rates.
· Cold laps and flow marks affecting surface quality and sealing performance, resulting in customer rejection or part downgrading.
· Erosion and soldering causing frequent tool repair downtime and significantly reducing tool life.
· Excessive trial shots that extend the time from tool start to production ramp-up, directly eating into project margins.
The same type of defect appears repeatedly on different parts, yet every time the response still relies on experience-based "guesswork" for parameter adjustment. The root cause is often embedded early in the tool design and process definition stage. The cost of traditional trial and error goes far beyond visible material, machine time, and labor — worse, repeated trials delay delivery and directly erode your customer's trust in you.
What we do: Use HPDC simulation to "see" problems before die casting tool build, and solve them before tool build.
We use the professional casting process simulation software MAGMASOFT, combined with advanced numerical methods such as Large Eddy Simulation (LES), to perform a complete two-phase transient analysis of filling, solidification, phase change, turbulence, and heat transfer in high pressure die casting.
For the part geometry, alloy (zinc or aluminum), die casting machine parameters, and gating & venting system design that you provide, we build a high-resolution mesh model and solve the flow and heat transfer equations cell by cell, capturing the following critical information precisely:
· Filling front morphology and air entrapment risk — directly affects porosity rate.
· Solidification sequence and isolated liquid zones — directly indicate shrinkage tendency.
· High-speed melt impact on tool surfaces — directly affects erosion risk.
· Tool thermal cycling and high-fatigue regions — directly indicate potential cracking areas.
 Simulation")
 Simulation")
 Simulation")
Specifically, we help you solve the following five types ofcritical defects.
|
Your pain point in production |
What we do with simulation |
|
Internal or surfaceporosity |
Predict location and degree of air/gas entrapment; quantitatively provide gate velocity optimization range, overflow layout, and venting design; verify modifications in simulation before tool build. |
|
Cold laps / poor fusion |
Identify low-temperature regions at the end of fill; adjust pouring temperature, tool thermal balance, or runner geometry to ensure all cavities fill at proper temperature. |
|
Tool erosion / early cracking |
Quantify local velocity and turbulent kinetic energy, pinpoint the most severely washed areas; extend tool life by modifying gate direction,adding buffer zones, or proposing surface coating recommendations. |
|
Shrinkage porosity / voids |
Analyze feeding paths during solidification, locate hot spots; guide cooling line layout or local squeeze pin design rather than simply increasing holding pressure time. |
|
Dimensional variation in production |
Simulate temperature distribution under tool thermal cycling, predict cycle-to-cycle heat accumulation; help establish stable spray and cooling cycle to reduce dimensional deviation. |
How we work with you
— Not delivering a simulation report, but solving a specific product problem.
1. Understand your real constraints
You only need to provide part drawings, material requirements, die casting machine specifications, target cycle time, and cost expectations. We respect your actual production conditions. All analyses stay within executable boundaries.
2. Build an accurate simulation model
based on your die casting mold design (or preliminary concept), we create a high-resolution mesh and set boundary conditions. These boundary conditions are calibrated against a large volume of production data — not software defaults.
3. Identify root causes and give actionable engineering recommendations
When simulation shows defect signals, our engineers tell you explicitly:
"Flow velocity on the left side of the gate has exceeded XX m/s. Combined with a wall thickness of X mm, there is an erosion risk. Recommendation: increase gate width by X mm or adjust the angle by X degrees."
Every recommendation is verified for manufacturability.
4. Iterate collaboratively with your team
After design modifications, we re-run the simulation until the defect risk is reduced to an acceptable level. You then build the tool with the optimized design —first-trialyield is significantly higher than with traditional trial and error.
5. Close the loop with trial data
We ask you to provide defect photos and process records from actual trials. We compare simulation predictions with real results and back-calibrate model parameters. This closed-loop mechanism makes each successive project more accurate.
Customer case
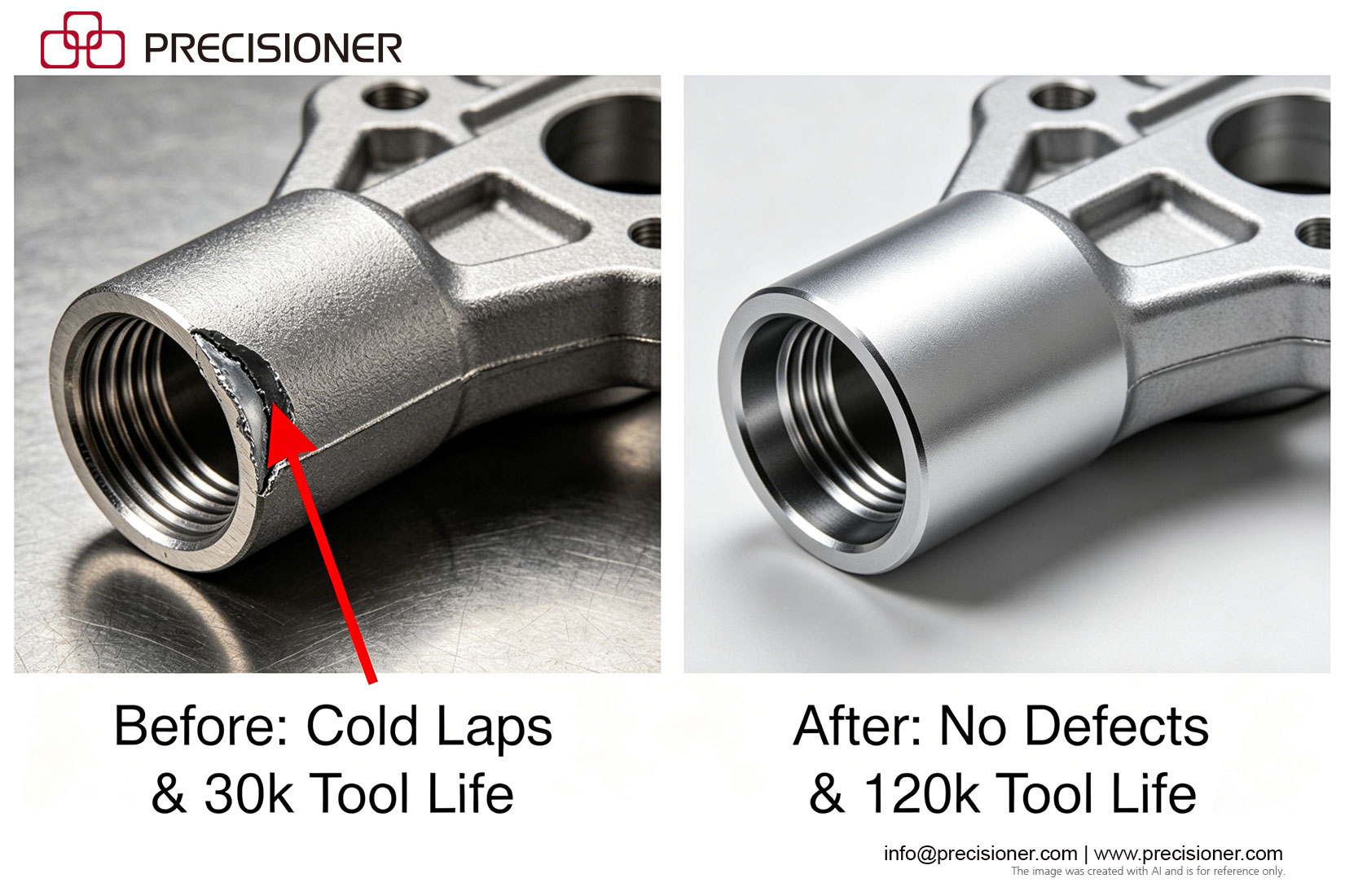
A zinc die casting part with an average wall thickness of 1.2 mm, locally as thin as 0.8 mm. The customer had previously made two tool builds, both showing cold laps at the end of fill. Seven trial shots were needed to barely reach production, and tool life was only 30,000 cycles.
We ran an HPDC simulation on their original design. It showed that the gate velocity was too low, causing the filling front to cool too quickly, and the vents were not placed at the final filling areas. We recommended reducing gate area by 15%, adding overflows at the end of fill, and adjusting the cooling water layout.
The new tool had no cold laps on the first trial. Porosity dropped from 5.6% to below 1.2%. Erosion was significantly reduced. based on the simulation-optimized tool design, estimated tool life reached 120,000 cycles (actual life depends on shop-floor maintenance, but the improvement over the original is substantial).
Why we can do this
· Professional tool – MAGMASOFT, a CFD simulation based on the LES formulation, resolves medium- and large-scale eddies without simplification. This is critical for accurately capturing turbulence in high pressure die casting.
· Process understanding – We are not just "simulation operators." Precisioner's engineers have hands-on die casting experience, familiar with the whole process from melting and injection to ejection. We know which parameters can be adjusted on the shop floor and which must be fixed by design.
· Continuous data loop – Precisioner maintains a "simulation-vs-measurement" database, continuously refining boundary condition methodologies so that each subsequent simulation gets closer to your actual equipment and materials.
Precisioner focuses on high pressure die casting tool design and manufacturing, providing integrated engineering support from simulation to production for customers worldwide.
If you are developing a new die casting part, or if your current product’s scrap rate is persistently high
We can do at least two things for you:
· Diagnose an existing tool – based on your tool drawing and defect description, we perform a focused simulation analysis and point out the three most likely improvement directions.
· Intervene before a new tool is built – Provide gating/venting system optimization and thermal balance analysis, and issue a signable simulation report for internal review or customer approval.
You do not need to become a simulation expert. You just need to tell us "what the problem is." We turn the answer into a solution on the tool.
Exclusive offer
Send your part drawing (or defect description) to info@precisioner.com, and we will provide a preliminary assessment at no charge.
Project inquiries and technical consultations are welcome.
Email: info@precisioner.com